
عملية ومتطلبات الجمعية العامة
、 、 التحضير قبل التجميع
بيانات العمل: بما في ذلك رسومات التجميع العامة ، ورسومات تجميع المكونات ، ورسومات الأجزاء ، وقائمة المواد ، وما إلى ذلك ، حتى نهاية المشروع ، يجب ضمان سلامة الرسومات والنظافة وتكامل سجلات معلومات العملية.
2. موقع العمل: يجب أن يتم وضع الأجزاء وتجميع المكونات داخل موقع العمل المحدد. يجب تخطيط موقع وضع وتجميع الماكينة بالكامل بوضوح حتى نهاية المشروع بأكمله. يجب أن تكون جميع مواقع العمل مرتبة وموحدة ومنظّمة.
3. مواد التجميع: قبل التشغيل ، يجب أن تكون مواد التجميع وفقًا لعملية التجميع في مكانها في الوقت المحدد. في حالة عدم وجود بعض المواد غير القطعية ، يمكنك تغيير ترتيب العمليات ثم ملء نموذج تذكير المواد إلى قسم المشتريات.
4. قبل التجميع ، يجب أن تفهم متطلبات الهيكل ، وتكنولوجيا التجميع ، وعملية المعدات.
、 、 المواصفات الأساسية
يجب أن يتم التجميع الميكانيكي بشكل صارم مع رسومات التجميع ومتطلبات العملية التي يوفرها قسم التصميم. يُمنع منعاً باتاً تعديل محتويات العملية أو تعديل الأجزاء بطريقة غير طبيعية.
2. يجب أن تكون الأجزاء المجمعة مؤهلة مقبولة من قبل إدارة فحص الجودة. إذا تم العثور على أجزاء غير مؤهلة مفقودة أثناء عملية التجميع ، فيجب الإبلاغ عنها في الوقت المناسب.
3. تتطلب بيئة التجميع نظافة ، لا غبار أو تلوث آخر ، ويجب تخزين الأجزاء في مكان جاف خالٍ من الغبار مع وسادات واقية.
4. أثناء عملية التجميع ، يجب ألا تصطدم الأجزاء أو تقطع أو تتلف سطح الأجزاء ، أو تتسبب في ثني الأجزاء أو لفها أو تشوهها بوضوح ، كما يجب ألا تتلف أسطح التزاوج.
5. بالنسبة للأجزاء ذات الحركة النسبية ، يجب إضافة زيت التشحيم (الشحوم) بين أسطح التلامس أثناء التجميع.
6. يجب أن تكون أبعاد المطابقة للأجزاء المطابقة دقيقة
7. عند التجميع ، يجب أن يكون للأجزاء والأدوات مرافق خاصة للتنسيب. من حيث المبدأ ، لا يُسمح بوضع الأجزاء والأدوات على الجهاز أو مباشرة على الأرض. إذا لزم الأمر ، يجب وضع وسادات واقية أو سجاد على المكان.
8. من حيث المبدأ ، لا يُسمح بدخول الآلة أثناء التجميع. إذا كنت بحاجة إلى الوقوف على الجهاز ، فيجب وضع وسادات واقية أو سجاد على الجهاز. يُمنع منعا باتًا الدخول على الأجزاء المهمة والأجزاء غير المعدنية منخفضة القوة.
ثالثا ، طريقة الاتصال
1. اتصال الترباس
(1) عند ربط البراغي ، لا يُسمح بمفتاح ربط قابل للتعديل ، ولا ينبغي استخدام أكثر من غسالة واحدة تحت كل صمولة. بعد إحكام ربط مسامير الرأس الغاطسة ، يجب دفن رؤوس المسمار في أجزاء الماكينة ويجب عدم تعريضها.
(2) في الظروف العادية ، يجب أن تحتوي الوصلة الملولبة على غسالات زنبركية مقاومة للتخفيف ، ويجب تشديد طريقة تشديد البراغي المتعددة المتناظرة تدريجيًا بترتيب متماثل ، ويجب تشديد الموصلات على شكل القضيب تدريجيًا بشكل متناظر في كلا الاتجاهين من الوسط.
(3) بعد إحكام ربط البرغي والجوز ، يجب أن يكشف البرغي من 1 إلى 2 درجة للجوز ؛ عندما لا تحتاج إلى تفكيك المسمار عند ربط جهاز الحركة أو الصيانة ، يجب طلاء المسمار بغراء الخيط قبل التجميع.
(4) يجب ربط السحابات بمتطلبات عزم شد محددة مع شدات عزم الدوران وفقًا لعزم الربط المحدد.
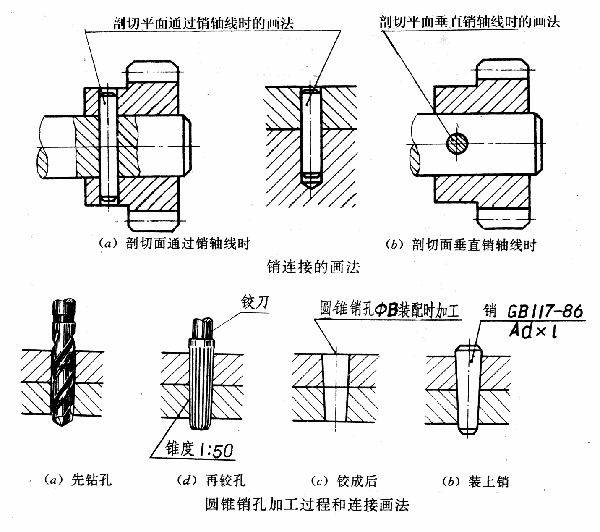
2. دبوس اتصال
(1) يجب أن يكون الوجه النهائي لدبوس تحديد المواقع أعلى قليلاً من سطح الجزء. بعد تثبيت دبوس المخروط مع ذيل المسمار في الجزء ذي الصلة ، يجب غرق النهاية الكبيرة في الحفرة.
(2) بعد أن يتم تثبيت دبوس الكوتر في الأجزاء ذات الصلة ، يجب فصل ذيله بمقدار 60 درجة ~ 90 درجة
3. الترابط
(1) يجب الاتصال بين جانبي مفتاح المفتاح المسطح والمفتاح الثابت بالتساوي ، ويجب ألا تكون هناك فجوة بين أسطح التزاوج.
(2) بعد تجميع المفتاح المجهز بالخلوص (أو المفتاح) ، يجب ألا يكون هناك توتر غير متساوٍ عندما تتحرك الأجزاء المتحركة نسبيًا على طول الاتجاه المحوري.
(3) بعد تجميع مفتاح الخطاف ومفتاح الوتد ، يجب ألا تقل منطقة الاتصال عن 70٪ من منطقة العمل ، ولا ينبغي تركيز جزء عدم الاتصال في مكان واحد ؛ يجب أن يكون طول الجزء المكشوف من 10٪ إلى 15٪ من طول المنحدر.
4. التثبيت
(1) يجب أن تستوفي مواد ومواصفات البرشام متطلبات التصميم ، ويجب أن تتوافق معالجة ثقوب البرشام مع المعايير ذات الصلة.
(2) أثناء التثبيت ، يجب ألا يتلف سطح الأجزاء المثبتة أو يتشوه.
(3) ما لم تكن هناك متطلبات خاصة ، يجب ألا يكون هناك رخاوة بعد التثبيت. يجب أن يكون رأس البرشام على اتصال وثيق بالجزء المراد تثبيته وأن يكون ناعمًا ومستديرًا.
5. اتصال كم التوسع
مطابقة جلبة التمدد: قم بتطبيق الشحم على جلبة التمدد ، وضع جلبة التمدد في فتحة المحور للتجميع ، واضبط موضع التجميع بعد تركيب عمود التثبيت ، ثم اربط المسامير. يحد ترتيب الشد من خلال الشق ، ويتم شد التماثل بين اليسار واليمين لضمان الوصول إلى قيمة عزم الدوران المقدرة.
6. أحكم الربط
يجب أن تكون النهاية المستدقة لبرغي التثبيت والفتحة 90 درجة ، ويجب إحكام ربط برغي التثبيت بالثقب.
、 、 جمعية المحامل الدوارة
1. قبل تجميع المحمل ، يجب ألا يكون هناك أوساخ على المحمل.
2. عند تجميع المحمل ، ضع طبقة من زيت التشحيم على سطح أجزاء التزاوج. يجب أن يكون الطرف غير النموذجي للحمل مواجهًا للداخل ، أي في اتجاه كتف العمود.
3. استخدام أدوات الضغط الخاصة عند تجميع المحامل. ممنوع منعا باتا من الضرب المباشر. يجب أن يكون حجم واتجاه وموقع قوة التأثير عند ضبط المحامل مناسبًا. لا يجب التأكيد على إطار الحماية أو عناصر التدحرج ويجب أن تكون متساوية ومتساوية. للتأكد من أن الوجه النهائي متعامد مع المحور.
4. يجب أن يكون السطح النهائي للحلقة الداخلية للمحمل قريبًا بشكل عام من كتف العمود (مشبك العمود). بعد تجميع الحلقة الخارجية للمحمل ، يجب أن يكون التلامس بين غطاء المحمل في نهاية الوضع والغسالة أو الحلقة الخارجية متجانسًا.
5. بعد تثبيت المحمل الدوار ، يجب أن يكون دوران الأجزاء المتحركة النسبية مرنًا وخفيفًا. إذا كانت هناك ظاهرة عالقة ، فيجب التحقق من سبب المشكلة وتحليلها ومعالجتها وفقًا لذلك.
6. في عملية تجميع المحمل ، إذا وجد أن الثقب أو العمود مناسبًا بشكل كبير ، فيجب التحقق من التسامح ؛ عندما تكون ضيقة للغاية ، لا ينبغي إجبار التجمع الوحشي ، ويجب تحليل سبب المشكلة والتعامل معها وفقًا لذلك.
7. الخلوص المحوري من محامل الأسطوانة المستدقة ذات الصف الواحد ، ومحامل الاتصال الزاوي الدفعية ومحامل كريات الدفع ثنائية الاتجاه تلبي الرسومات ومتطلبات العملية أثناء التجميع
8. بالنسبة للمحامل والأسطح المتطابقة مع الشحم ، يجب حقن الشحم المناسب بعد التجميع. للمحامل ذات درجة حرارة التشغيل التي لا تتجاوز 65 ℃ ، يمكن استخدام شحم ZG-5 وفقًا لـ GB491-65 "الشحوم القائمة على الكالسيوم" ؛ للمحامل التي تكون درجة حرارة تشغيلها أعلى من 65 ℃ ، يمكن استخدامها وفقًا للشحم GB492-77 "الشحم القائم على الكالسيوم" ZN-2ZN-3.
9. يجب ألا يتجاوز ارتفاع درجة حرارة المحامل العادية 35 درجة مئوية أثناء التشغيل العادي ، ويجب ألا تتجاوز درجة الحرارة القصوى أثناء التشغيل 70 درجة مئوية.
、 、 تجميع المحامل الخطية
1. قبل التجميع ، يجب وضع الشحم داخل المحمل.
2. عند الضغط على المحمل في قاعدة الدعم ، يجب استخدام أداة تثبيت خاصة للضغط على الوجه النهائي للحلقة الخارجية ، ولا يُسمح بضرب المحمل مباشرة لتجنب التشوه.
3. يجب أن يفي التعاون بين المحمل والدعم بمتطلبات التسامح. ضيق للغاية سيجعل عمود التوجيه ودليل تداخل المحمل ، مما يؤدي إلى إتلاف المحمل ؛ فضفاض للغاية سيمنع تثبيت المحمل في الدعم.
4. عند إدخال عمود التوجيه في المحمل ، قم بلطف في المنتصف. إذا تم تحريرها بزاوية ، فسوف تسقط الكرات وسوف يتشوه القفص.
5. عندما يتم تثبيت المحمل في قاعدة الدعم ، لا يسمح بالتدوير. إجبار الدوران على إتلاف المحمل.
6. لا يسمح بإحكام ربط مسامير التثبيت على الحلقة الخارجية للمحمل ، وإلا فإنه سوف يتشوه.
、 、 تجميع أدلة خطية
يجب ألا يكون الجزء المتصاعد من سكة التوجيه متسخًا ، ويجب أن يلبي تسطيح سطح التثبيت المتطلبات.
2. عند وجود حافة مرجعية على جانب سكة التوجيه ، يجب تثبيتها بالقرب من الحافة المرجعية. عندما لا يكون هناك حافة مرجعية ، يجب أن يكون الاتجاه المنزلق لسكة التوجيه متسقًا مع متطلبات التصميم. بعد إحكام ربط مسامير التثبيت لسكة التوجيه ، يجب فحص اتجاه انزلاق المنزلق ، وإلا يجب تعديله.
3. إذا كان المنزلق مدفوعًا بحزام نقل ، بعد تثبيت حزام النقل والمنزلق وشده ، فيجب ألا يكون حزام النقل مائلًا ، وإلا يجب تعديل البكرة بحيث يكون اتجاه القيادة لحزام النقل موازيًا لـ سكة التوجيه.



